

Aucune donnée pour l'instant
Ponts tunnels Chemin de fer routier Traitement et distribution centralisés de barres d’acier
Jul 07,2023
· État de l’application : cage d’armature à segment de bouclier
Le segment Shield est un matériau de production composite robuste pour la construction de tunnels. La principale difficulté de l’usinage du squelette interne en acier est de compléter le cisaillement, le pliage et le formage d’arc de longueur fixe de barres d’acier de grand diamètre, et de réaliser le soudage tridimensionnel de combinaisons de mailles multicouches. Pendant longtemps, la production de cages en acier à segment de bouclier ne peut être transformée en nervures simples que par un équipement CNC, puis soudée par arrimage manuel.

Question No.1 La conception n’est pas propice à la production mécanisée, il existe des différences dans la source de
conception des cages en acier segmentées et la structure est relativement triviale.
Question n° 2
La production repose sur la main-d’œuvre, faible niveau d’automatisation, car son squelette d’acier interne principale difficulté de traitement est de compléter le cintrage de longueur fixe de la barre d’acier de grand diamètre, mais aussi de réaliser une combinaison de mailles multicouches soudage tridimensionnel, en raison du manque de machines domestiques, la technologie a conduit à un mode de production artificiel à long terme, faible efficacité de production, faible sécurité, forte intensité de main-d’œuvre, Couplé à l’augmentation continue des coûts de main-d’œuvre, le traitement manuel traditionnel du travail ne peut plus répondre aux besoins des bâtiments modernes.
Question n° 3
Les normes de contrôle de la qualité des produits finis sont difficiles et ne peuvent être effectuées que par arrimage manuel ou soudage en Chine, qui est inefficace et contraint d’assouplir les normes de qualité. En raison de sa faible efficacité de production, de sa faible sécurité, de sa forte intensité de main-d’œuvre, associée à l’augmentation continue des coûts de main-d’œuvre, le traitement manuel traditionnel des barres d’acier ne peut plus répondre aux besoins des bâtiments modernes.

Avec le développement rapide de la construction de bâtiments modernes, la production en usine et préfabriquée de composants d’ingénierie de construction est devenue une tendance inévitable du développement, en particulier le segment bouclier requis pour la construction de transport ferroviaire urbain tels que les métros fortement soutenus par l’État a atteint la production préfabriquée en usine.
La recherche, le développement et l’utilisation de l’équipement de traitement des cages d’armature à segment de bouclier sont exploratoires et révolutionnaires, et changeront le mode traditionnel de traitement et de production des cages d’armature de segment au pays et à l’étranger, et réaliseront la normalisation, la normalisation, l’automatisation et le traitement intelligent de la chaîne de montage et la production de cages d’armature segmentaires.

· Machine de cintrage de cerceaux d’armature CNC
CB-WG12D-2
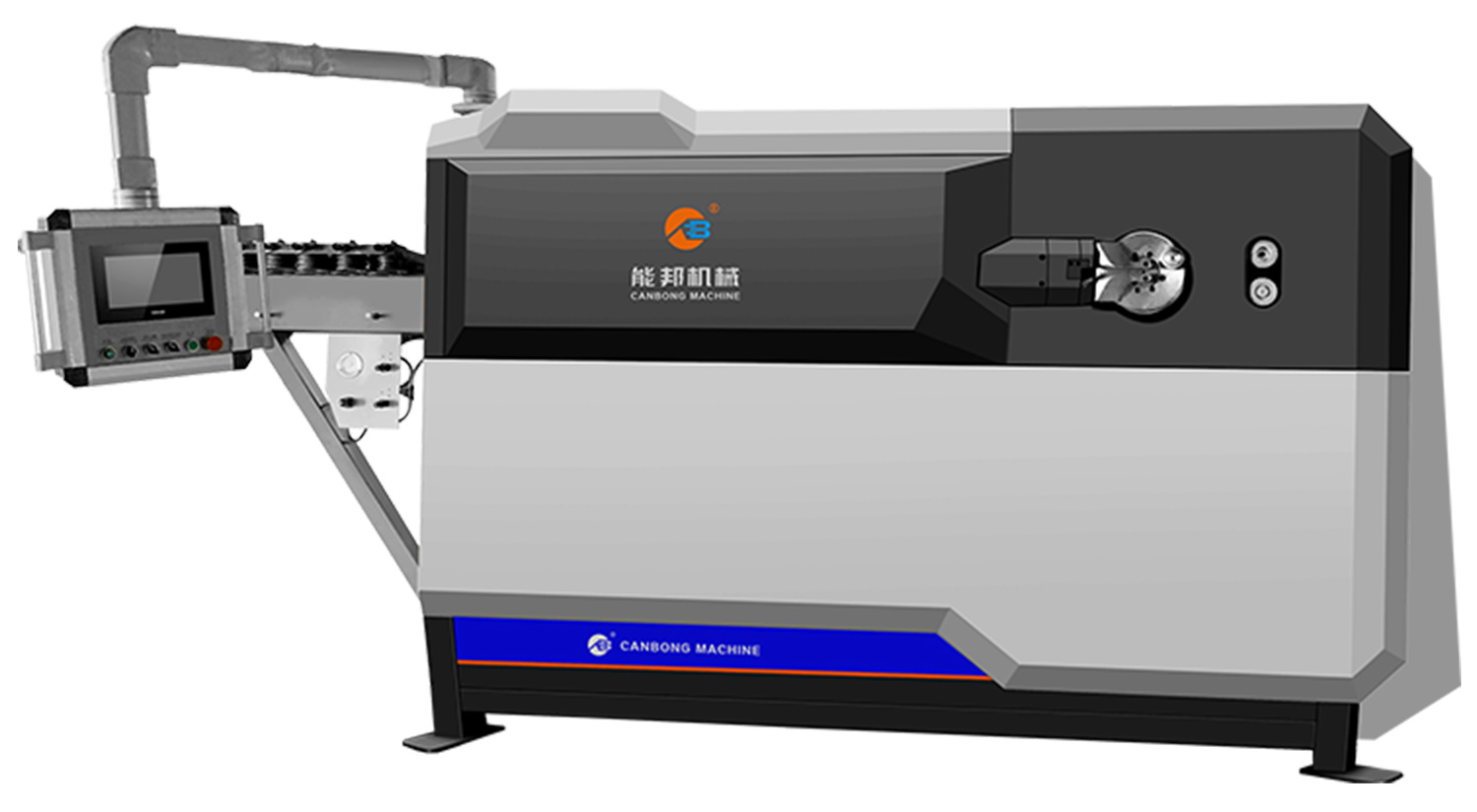
La cintreuse d’armature CNC CB-WG12D-2 adopte un mécanisme de pliage multifonction pneumatique et efficace à double station, la vitesse de production est augmentée de 20% et le pliage de diverses formes spéciales peut être effectué efficacement, et l’angle d’arc de flexion est R6-R35 (diamètre de la broche centrale 12-70). Grande conception de biseau, grande gamme de traitement, peut traiter toutes sortes d’étriers dans un rayon de 1670 mm, peut également traiter de petits étriers aussi petits que 70X70 (mm).
Diamètre d'usinage d'une seule barre d'acier: 13mm sur 5mm moyen
Diamètre de traitement de la barre d'armature double: 10mm dans 5mm moyen
Angle de flexion maximal: 180
Direction de flexion: dans les deux sens
Vitesse de traction maximale: 110m / min
Vitesse de flexion maximale: 1200° / s
Puissance totale: 27kw
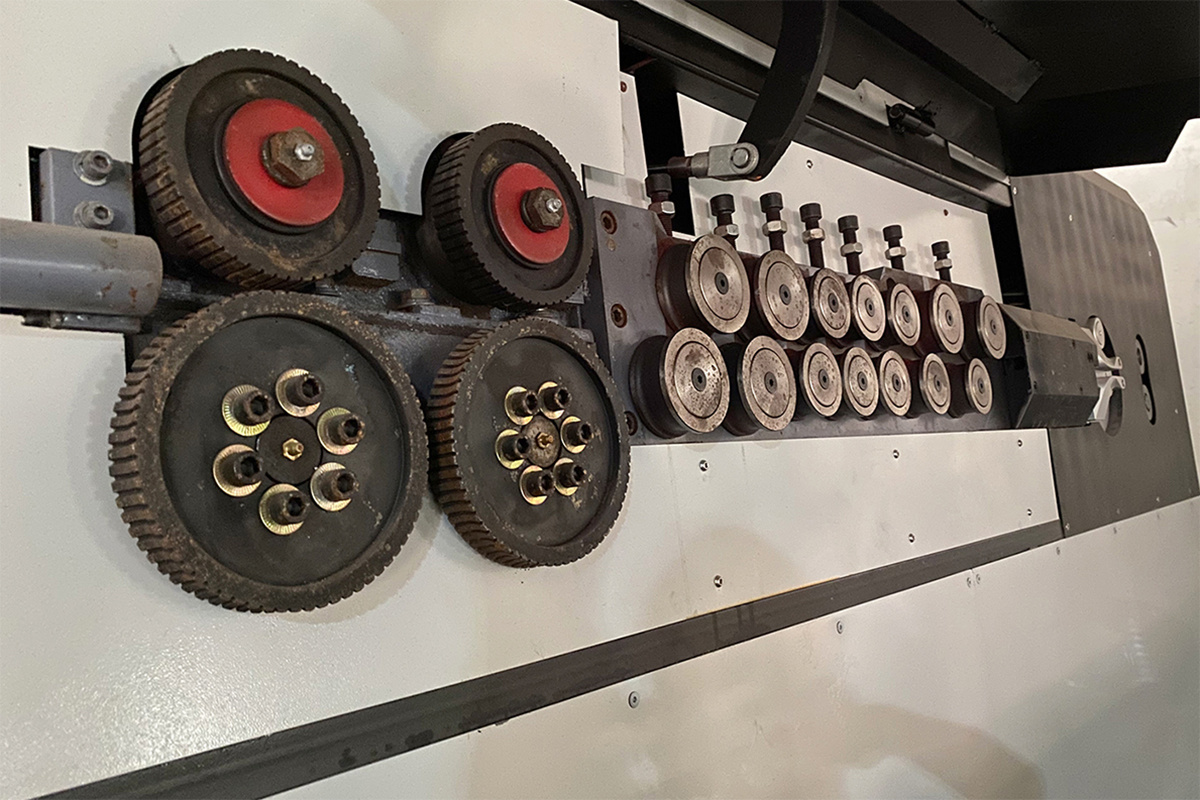
· Ligne de production de cisaillement hydraulique des barres d’armature CNC
CB-GJW150B

La ligne de production de cisaillement hydraulique de barres d’armature CNC CB-GJW150B peut répondre à la demande de barres d’armature à longueur de 800 à 12000 mm. Le mécanisme de longueur fixe est équipé de déflecteurs de longueur fixe de différentes longueurs, qui sont ajustés par le système de servocommande pour contrôler avec précision la longueur de cisaillement. Le dispositif de pressage automatique anti-runout du mécanisme de cisaillement ne provoquera pas de phénomène de glissement des barres d’acier, et la ligne de production coopère avec la machine de formage de mailles planes pour réaliser la transmission orbitale des produits finis de cisaillement et des produits semi-finis.

Diamètre de barre de traitement: 50mm dans 10mm moyen
Largeur de coupe: 600mm
Vitesse de cisaillement: 12 fois / min
Vitesse de livraison: 90m / min
Longueur de coupe: 800 - 12000mm
Puissance totale: 42kw
Taille: 32000x5800x2950mm
· Machine de cintrage d’arc d’armature CNC
CB-WHWQ32
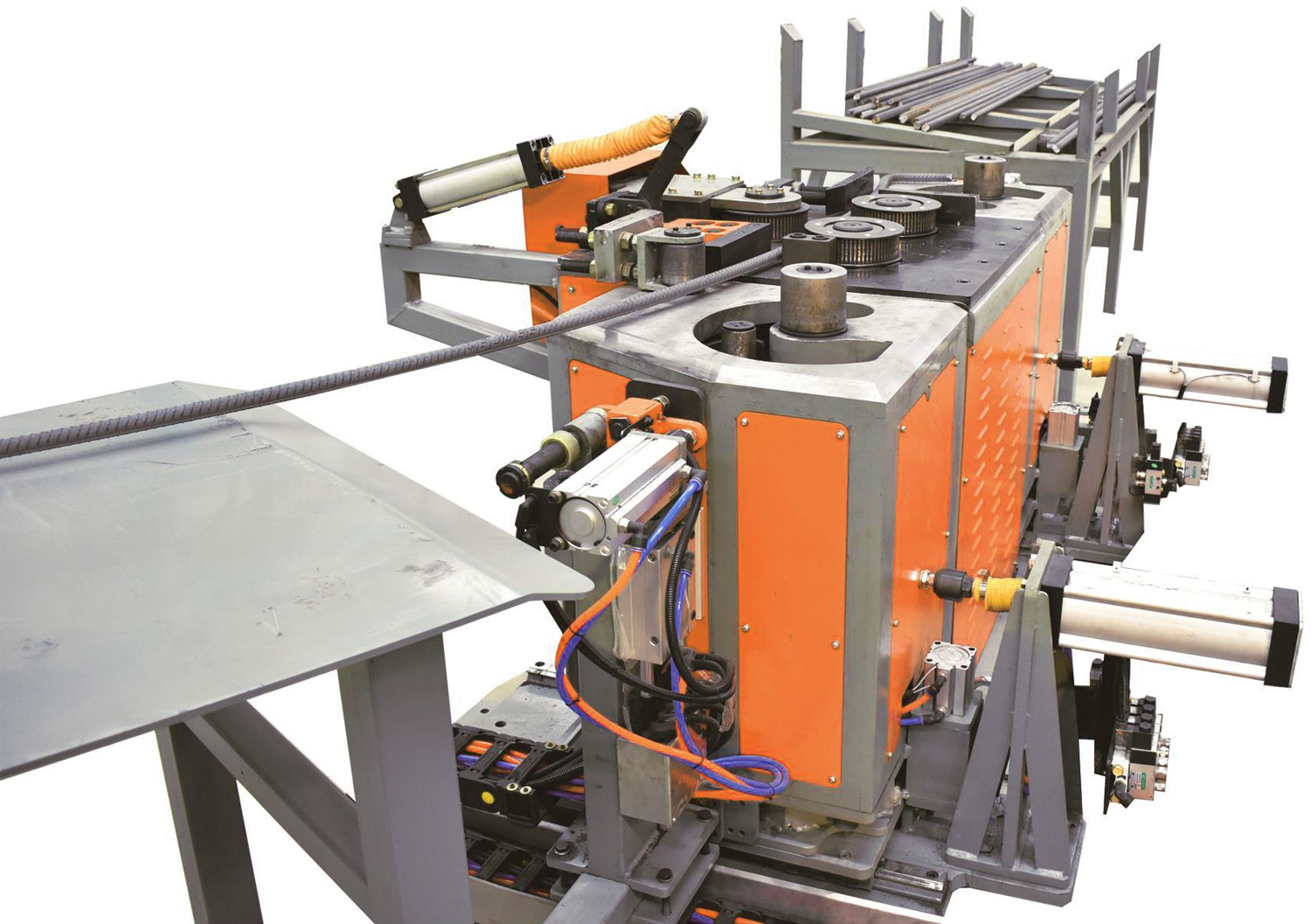
La cintreuse d’arc d’armature CNC CB-WHWQ32 est principalement utilisée pour le traitement de la barre d’arc interne et de la barre d’arc extérieure dans la cage d’armature du segment, qui peut directement former un crochet de flexion d’arc en acier droit à la fois, ce qui réduit l’intensité de travail des travailleurs.
Diamètre de barre d'armature de traitement: ≈ 10mm - ≈ 32mm
Angle de flexion: 0° - 120°
Vitesse de flexion: 48° - 72° / s
Rayon de courbure d'arc minimum: 2600mm
Longueur minimale des bords incurvés: 180mm
Longueur minimale du bord incurvé: 1400mm
Puissance totale: 15kW
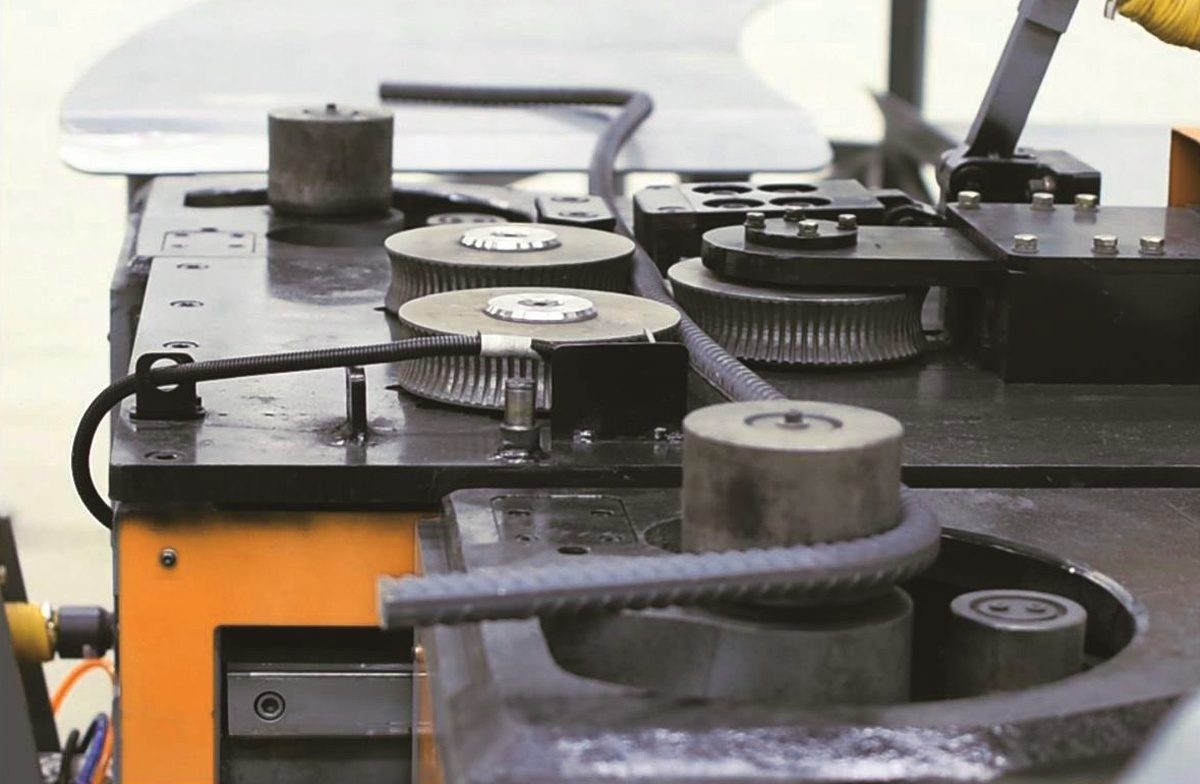
· Machine de formage de mailles plates à segment de bouclier
CB-GPPMW170
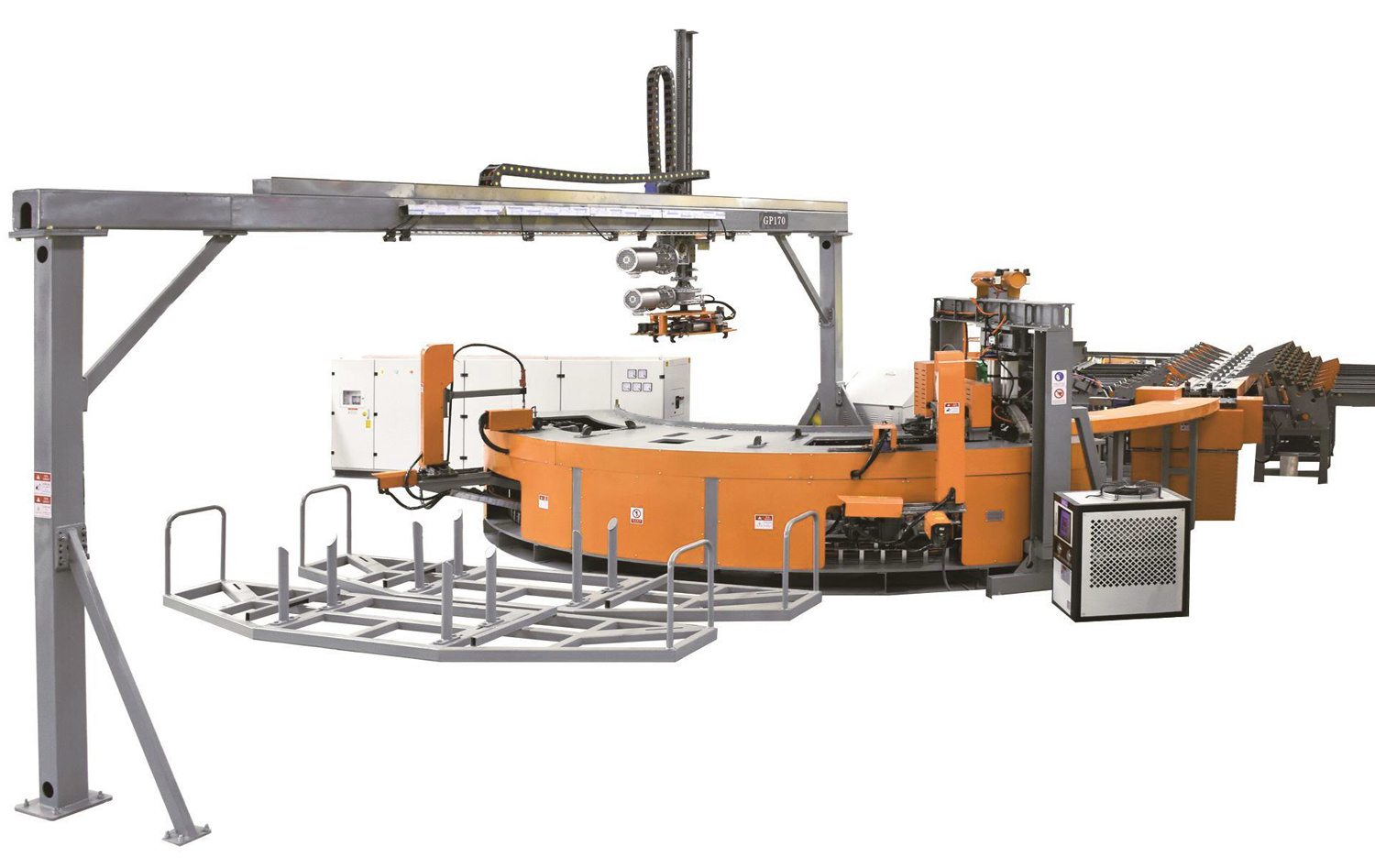
La machine de formage à mailles plates du segment de bouclier CB-GPPMW170 est principalement composée d’un dispositif de pliage à l’arc, d’un dispositif de mise en forme d’arc, d’un dispositif de soudage de barres transversales, d’un dispositif de traction, d’un mécanisme de serrage mobile, d’un mécanisme de serrage fixe, d’un dispositif de détection de flexion, d’un manipulateur de soudage, etc. Le soudage par recouvrement de l’armature principale est effectué par un manipulateur de soudage à trois coordonnées de haute précision, et le soudage de la barre transversale et de l’armature principale est effectué par servopositionnement de la position de la barre transversale, barre transversale tombante automatique et soudage par résistance.

ain bar diameter: ∮32mm
Crossbar diameter: ∮10mm
Maximum welding capacity: ∮10mm + ∮32mm
Processing efficiency: 2.5min/piece
Total power: 160kva
Dimensions: 7000x4500x2000mm
· Machine de formation de maillage stéréo de segment de bouclier
CB-GPLTW170
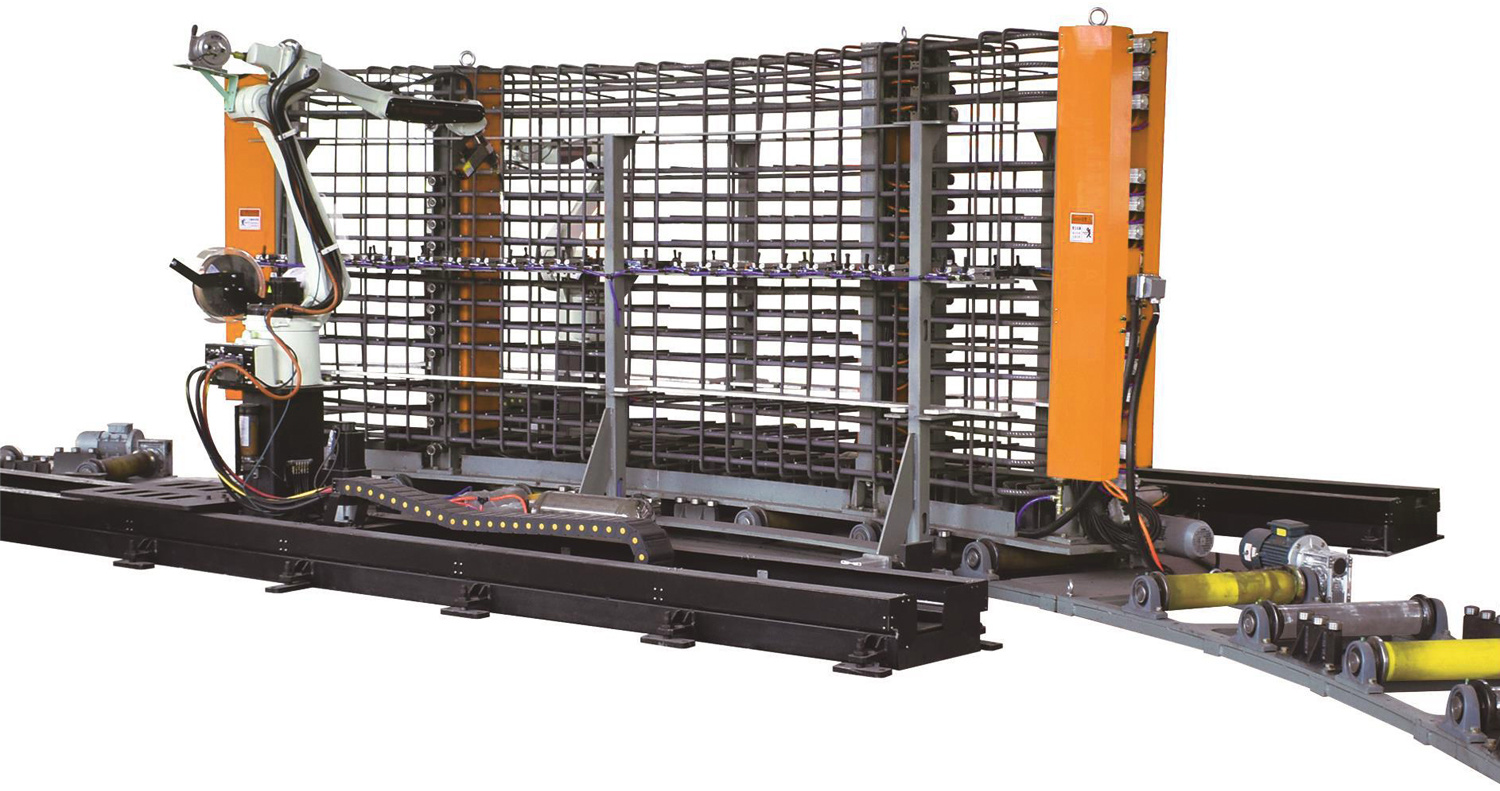
CB-GPLTW170 segment de bouclier machine de formage de maille tridimensionnelle est le maillage plan d’arc et les nervures soudées dans un équipement entier, à travers le moule de soudage à l’étrier, maille monobloc pour le positionnement et l’empilage, l’utilisation d’un robot de soudage pour contrôler la machine de soudage à l’oxygène pour réaliser le soudage de mailles et d’étriers, robot de soudage équipé d’une fonction d’inspection visuelle, Contrôler la torche de soudage pour compléter le formage et le soudage du treillis tridimensionnel.

Répétabilité du robot: 0,05 mm
Charge du robot: 6 kg
Vitesse maximale du robot: 395 mm / s
Moule 3D: personnalisation spéciale
Méthode de soudage: deux garanties de soudage
Taille: 7000x2500x2000mm
Système d'identification: vision haute vitesse à double objectif
Puissance totale: 25kw
· Plate-forme de soudage par grille
CB-GS1800-6

La plate-forme de soudage en grille CB-GS1800-6 est composée de deux robots de soudage sur la même piste et positionneur, le robot de soudage est équipé d’un dispositif de détection intelligent laser, principalement pour effectuer les travaux de soudage de chaque point de soudage de la grille. Le processus de production consiste à mettre manuellement le tendon papillon et le renfort principal dans un moule spécial, à compléter la circulation en ligne à travers le portique et la route d’argent et à terminer la production de soudage en grille.

Diamètre de la nervure: ∮ 20 mm -∮ 25 mm
Diamètre des nervures: ∮ 10mm -∮ 16mm
Longueur de corde de grille soudée: < 6000mm
Spécifications de la grille de soudage: 200x200 - 300x300mm
Puissance totale: 15kW
Taille: 8000x7500x1500mm
· Production de cages d’armature du segment des équipements auxiliaires
 |
Machine de découpe d’armature GQ50 |
| Diamètre de traitement: 50mm en < | |
| Vitesse de coupe : 28 commandes/min | |
| Puissance du moteur: 4kw |
 |
Cintreuse à arc d’armature GWH32 |
| Diamètre de traitement: 32mm en < | |
| Cercle de flexion minimum: moyen 500mm | |
| Puissance du moteur: 3kw |
 |
Cintreuse spirale d’armature CB-WH12 |
| Diamètre de traitement: 12mm en < | |
| Coude minimum: 250mm en milieu | |
| Puissance du moteur: 3.7kw |
· Ligne de production de cages d’armature de segment de planification d’implantation
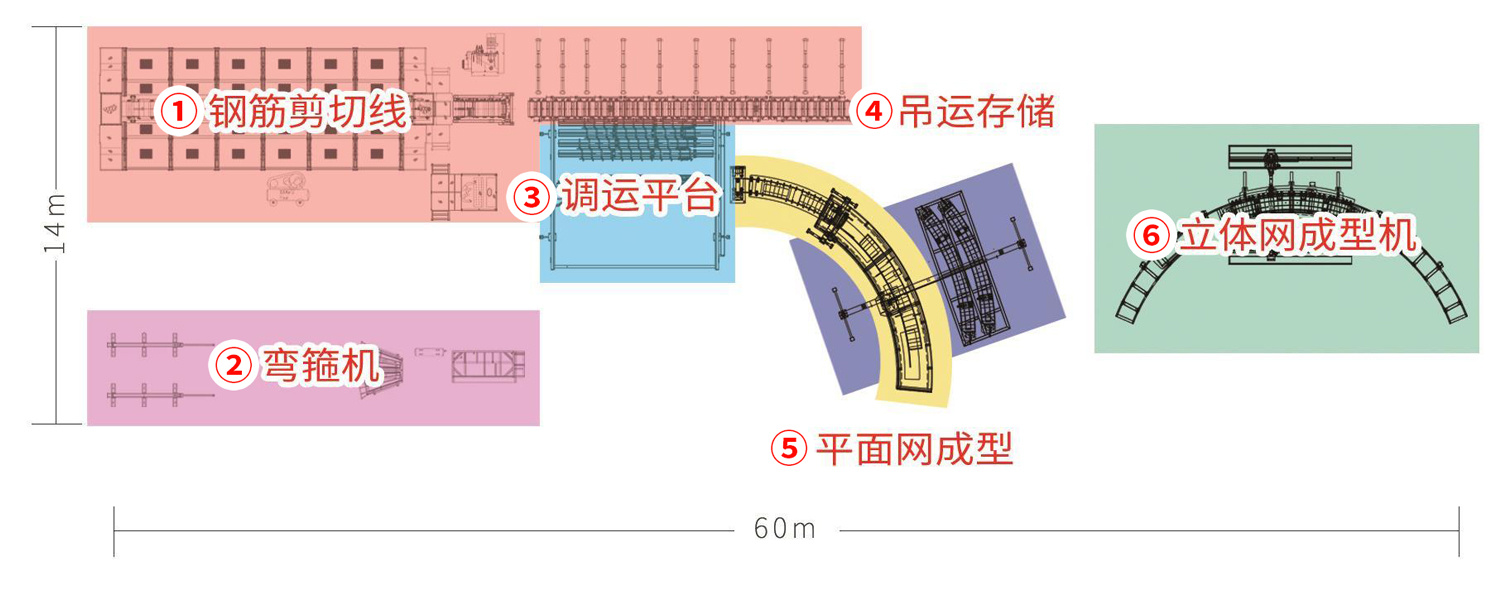
(1) Ligne de cisaillement des barres d’armature
(2) cintreuse de cerceaux
(3) plate-forme de transfert
(4) stockage de transport
(5) formage de mailles plates
(6) machine de formage de mailles tridimensionnelles
La ligne de production de mailles stéréo segment est composée de quatre modules: la partie principale de cisaillement de longueur fixe de renforcement, la partie de transport logistique, la partie de formage de maille plane et la partie de soudage et de formage de mailles tridimensionnelles.
· Processus
Partie 1 Coupe à longueur fixe:
ligne de production de cisaillement hydraulique CNC CB-GJW150B existante en option pour la coupe à longueur fixe, après l’alimentation manuelle, l’équipement terminera automatiquement la longueur fixe et la coupe. L’équipement peut réaliser des opérations de coupe, de transport, de stockage et de traitement de haute qualité de longueur fixe de barres d’acier nervurées de qualité 1, l, ll et V. laminées à chaud.
Partie 2 Transport de barres:
à travers le mécanisme d’alimentation pas à pas et le dispositif de levage, le renfort principal et le gluten sont transportés vers la voie de transport à ligne unique et transportés vers la machine de formage de mailles monolithiques.
Partie 3 Formage par soudage à mailles plates: le dispositif de cintrage à l’arc de la machine de formage à mailles monolithiques complète le cintrage à l’arc et le traîne vers le mécanisme de découpage automatique de la barre transversale, et soude en un treillis monolithique par soudage par résistance
. Le manipulateur de soudage à trois coordonnées est utilisé pour entraîner la torche de soudage afin de souder le joint de soudure. Enfin, le mécanisme de levage logistique soulève le treillis monobloc vers le chariot de stockage en maille pour le stockage.
Partie 4 Formage de soudage de mailles tridimensionnelles: placez des nervures et des codes d’écran monolithiques dans le moule de soudage, utilisez une série de cylindres et de fixations pour réaliser le positionnement et le serrage
des étriers de levage, et contrôlez la torche de soudage pour compléter le formage et le soudage du treillis tridimensionnel grâce à la fonction d’inspection visuelle.
· Dotation
1 personne pour le cisaillement des barres à longueur fixe, 1 personne pour le soudage et le formage à mailles plates, 2 personnes pour le moulage de barres en acier, 1 personne pour le démoulage du produit fini et 1 personne pour le soudage et le formage de mailles tridimensionnelles.
Précédent
Suivant
Précédent
Suivant
Informations connexes

Produits apparentés
Machines de traitement des barres d'acier CanBong
Nous contacter
Zone industrielle de Sanlian, ville de Gulao, ville de Heshan, province de Guangdong, Chine
Inscrivez-vous pour recevoir des offres exclusives et des mises à jour !
Entrez en contact avec nous !



